如欲获得下一期电子邮件期刊,请确定您已经选择加入接收 Advanced Energy 新闻和资讯的清单。

2008年第三季度的 Sputter Spotlight® 旨在通过描述造成银纹的主要现象,揭开这类损坏的神秘面纱。这篇由两部分组成的文章讨论了银纹的起因和补救措施,以及一些能够提供有用观点和一般的问题解决策略的重要案例。请参见2009年第一季度 Sputter Spotlight 的“银纹损伤准则”第二部分。
银纹损伤准则(Cracking the Crazing Code):第一部分
虽然名字有些奇怪,但银纹确实是一个十分棘手的难题,许多行业都会碰到这个问题,包括建筑和住宅用玻璃、FPD 和太阳能。它是一种看似神秘的现象,这可能是因为其起因有多种可能,因而缺少标准的解决方案。
但是在大多数情况下,银纹都可以通过肉眼识别。虽然这类损坏的外观稍有不同,但一般来说,当您看到它时便能立刻识别出来:那些特有的裂纹如闪电般布满整个表面(见图1)。等到下次您再发现自己站在一块破旧的混凝土板上时,请您注意脚下的裂纹(见图2)与 FPD SiO2 阻挡层上裂纹在形状上的相似之处。事实上,“银纹”一词在美国被用来表示陶瓷材料,如混凝土、餐具、甚至是牙齿中裂纹的相似形状。据说,这个词实际上起源于陶器领域。若不论这个词的起源,银纹之所以特别,可能是因为它能够在如此多的情况和行业中造成恐慌。
|
银纹之所以特别,因为它可能是在如此多的情况和行业中能够造成恐慌。
|
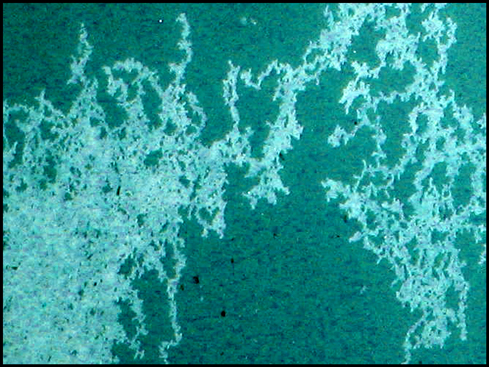
图1. 薄膜中的银纹

图2. 混凝土板上的细裂纹
在薄膜中,银纹具有大大降低厚度和开裂的特点,若不能及早发现,可能会导致灾难性的设备故障。无论幸运或不幸(在乎您的看法),当出现银纹时,它通常是十分明显的,足以让受影响的设备在制程中停止继续工作。然而,在发生后再处理这个问题显然不是一个好办法。与其它所有类型的薄膜损坏一样,要找到根除银纹的方法,就必须究其根源。
制程诊断与修复
大多数情况下,冗余的电火花是指发生在阴极表面的一种现象,我们通常称之为打弧。解决这个问题通常采用一些众所周知的方法:有效的电源弧控制技术和其它常见的制程调整。但是,就银纹而言,这种破坏性的电火花不是发生在阴极,而是发生在其它细微的表面,如屏蔽层、托架、甚至最糟糕的是在基片上。无论弧控制技术有多先进,基片表面的电火花无法通过任何电源检测,更不用说处理了。这是因为阴极电压或电流可能不会发生显著变化。因此,电源无法检测出来。
|
大多数情况下,冗余的电火花是指发生在阴极表面的一种现象,我们通常称之为打弧。但是,就银纹而言,这种破坏性的电火花不是发生在阴极,而是发生在其它细微的表面,如保护层、托架、甚至最糟糕的是在基片上。
|
不仅弧控制技术不适用于这种情况,而且与其它类型的薄膜损坏相比,发生银纹时的诊断和修复极其困难,而且耗时。这是因为有许多现象都会导致银纹。此外,诊断过后,还需要花费大量的时间并经过多次测试才能提出解决方法。与阴极上的大部分打弧情况不同,导致银纹出现的基片表面电火花无法通过已知的方法解决。现在都要求生产效率高,系统面积小,因此具体的系统设计和条件很可能在不经意间就导致了银纹的产生。因而,一套精心设计的定制解决方案通常是有必要的,因为各个制程的系统情况有所不同。
|
为预防银纹的出现,通常一套精心设计的定制解决方案是有必要的,因为各个制程的系统条件有所不同。
|
尽管每种银纹的情况都各不相同,但下列银纹原因和解决方案的取样可能提供一些普遍的见解和策略,您可以将这些见解和策略运用到自己的情况中。至少希望这些案例将让解决制程过程中的银纹问题变得稍微轻松一点。
出现银纹的一般原因
有助于在某一制程中找出银纹诱因的线索包括:
下面一部分将描写出现银纹的主要潜在原因。同时还将包括与既定诱因最相关的症状,以及对于问题的详细解释和对修复的建议。其他的银纹诱因将在2009年第一季度期刊中讨论。
制程室不洁净
症状:
- 损坏分布在基片上
- 典型的“开裂”视觉外观
- 长时间获得满意膜品质后,相对突然地出现损坏
膜材料在制程室表面的沉积也许是银纹的最常见起因。如果是金属膜,这种沉积就造成了多余的电路,导致在不需要的地方产生电火花。绝缘膜沉积也可能引起不必要的电流,因为它能够保留和形成电荷。银纹通常是这些电荷在基片表面放电的结果。
当新系统已经令人满意地运行一段时间之后,膜上突然出现银纹的话,不够洁净是最可能造成银纹的原因。当然,新系统是完全清洁的,没有任何原料沉积。但是,一旦系统开始运转,原料就开始凝结在制程室内的所有表面上。随着时间的推移,沉积就慢慢厚起来,足以覆盖组件之间的空隙。如果该沉积是金属,这就形成了多余的电路。这些电路可能将基片连接到地面,从而促使基片表面产生电火花,引起银纹。对于绝缘沉积造成的银纹,屏蔽层或托架等制程室组件上随时间推移会形成绝缘膜(如二氧化硅)。这些组件带有电荷,由于彼此非常接近,所以就在基片上放电。基片银纹也可能是逆向过程的结果,在这种情况下,带电的基片向接地的托架、滚轴或其他邻近的制程室组件放电。
当然,上面描述的现象不局限于从没运行过的原始新设备。如果长时间没有清洗,那么旧系统也可能出现同样的问题。
要解决由于原料沉积引起的银纹,就必须人工清除覆盖在制程室内表面多余的沉积物。尽管多数工厂在更换靶时都会清洗制程室,但是为了避免银纹的出现,可能还需要更经常地清洗制程室。
请注意,膜沉积可能增加引起银纹的因素,这些因素将在我们2009年第一季度期刊中描述。因此,即便存在其它原因,首次发现银纹时就清洗制程室也是不错的选择。
总结
有关本文的结论,还附有很多插图,请参见2009年第一季度期刊,包括更多的银纹案例和解决方案。此外,如需获得更多信息或帮助来查找制程中出现银纹的原因及其解决方案,请与以下人员联系:Doug Pelleymounter,电邮:Sputtering@aei.com 或 Ken Nauman,电邮:Ken.Nauman@aei.com。
问 Doug!

您的溅射制程是否让您一筹莫展?
Doug Pelleymounter任职于 Advanced Energy 的一名高级应用工程师,拥有33年以上的各类高难度溅射应用实践经验。他是 AE 的 PV Sun Times® 和 Sputter Spotlight® 电子期刊的主要贡献者。如果您在溅射法应用方面有任何疑问,请将疑问发送至 Doug 的电邮:Sputtering@aei.com。.
- 我有一个关于 Pinnacle® Plus+ 5 kW(325至 650伏直流电 (VDC))的问题。我们正在将它与一个小型3"钼靶(直流模式)和用于溅射法镀膜的磁控管一同使用。然而,我们的制程目前的运行功率仅为300 W(约 400 VDC,0.75 A),远远低于指定重复性(“额定功率的10%至100%时为0.1%”)。我有点担心制程的整体稳定性。请问您对这个5 kW 电源的输出精度和重复性有什么看法,仅在 300 W 的功率下运行可以吗?如果使用 500 W 的直流模式会不会更好呢?
- 当您使用在使用交流电源和双磁控管系统 (DMS) 时,磁控管应该距离多远?
- 与直流电源和单磁控管相比,双磁控管系统和交流电源可以达到什么样的溅射率?
- 我有一个关于 Pinnacle® Plus+ 5 kW(325至 650伏直流电 (VDC))的问题。我们正在将它与一个小型3"钼靶(直流模式)和用于溅射法镀膜的磁控管一同使用。然而,我们的制程目前的运行功率仅为300 W(约 400 VDC,0.75 A),远远低于指定重复性(“额定功率的10%至100%时为0.1%”)。我有点担心制程的整体稳定性。请问您对这个5 kW 电源的输出精度和重复性有什么看法,仅在 300 W 的功率下运行可以吗?如果使用 500 W 的直流模式会不会更好呢?—Jeorg Winkler
答:是的,您的做法的确存在一个问题。Pinnacle 电源和他们的 Pinnacle Plus+同类产品可能确实可以在低于额定功率的情况下运行,但我建议不要那样做。AE 电源是电流源,它需要一定的安培数来锁定控制电路。我还知道有另外两个人尝试在这样低功率的情况下打开 Pinnacle Plus+ 电源,他们在制程中遇到了一些奇特的事情。这样的电流对控制电路而言太低了,在这样低的功率下准确性偏差将达到5%的范围。重复性也可能不够,因为电源可能认为它处于恒弧的情况。
我赞同您应该采用 Pinnacle 3 kW 或者将 Sparc-le V 与 MDX 1.5 kW 配合使用。我们知道,Sparc-le® V 需要大约110至150 W 的功率,才能让“内部加热”。因此,您可以做出适当调整并获得更好的重复性。
- 当您使用在使用交流电源和双磁控管系统 (DMS) 时,磁控管应该距离多远?
答:这是一个很好的问题。当使用平面磁控管时,距离最近可以为2.5厘米(1″),最远可为1米(3')。关键是磁控管之间的电子流必须要有一个好的路径。除了暗区屏蔽罩,不能有其它东西阻挡电子流。如果您并排使用平面磁控管(面朝同一方向,甚至各自向对方略有倾斜),您将需要“rotate the tires”——交换靶面或使它们在同一磁控管上旋转,因为最接近另一磁控管的轨道将磨损得非常快,靶利用率就会降低。
- 与直流电源和单磁控管相比,双磁控管系统和交流电源可以达到什么样的溅射率?
答:如果直流电一直开着,我们将获得100%的沉积率,那么一个带有 DMS 的交流电源将达到约80%至85%,因为当它改变溅射磁控管时就会过零。由于交流电信号不断变化,它不能向溅射法磁控管提供一个一致的信号。当它接近零时,溅射就会减少,而当它实际上降为零时,溅射就会停止。另一个磁控管必须重新运转起来,因此电流在这里就出现了滞后。
请点评此页
此页的讯息很有效益 (1-强烈不同意, 5-强烈同意)
1 2 3 4 5
我们如何此页的讯息?